

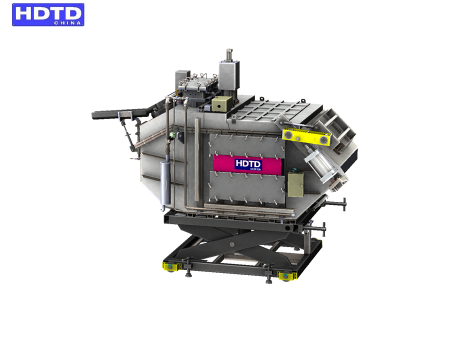
定量浇注炉,又称定量保温炉,是现代工业铸造中实现物料准确投料的核心设备。其通过自动化或半自动化技术,准确控制金属、玻璃等熔融物料的浇注量,确保每一批次产品的质量一致性,成为航空航天、汽车制造、电子器件...
低压铸造轮毂机是现代汽车铝合金轮毂生产的核心设备,其工作原理基于低压铸造技术:通过压缩空气将熔融铝合金液从保温炉中沿升液管压入模具型腔,并在保压状态下完成凝固。...










在汽车制造职业中需求定期制造各种配件产品,在加工制造的过程中低压铸造机就发挥着重要作用,这种设备在航天范畴以及纺织职业中的使用也十分广泛,对于这些职业的开展都有积极作用。...


低压铸造是目前较为广泛应用的铸造成型工艺。跟着工业技术的开展,对低压铸造质量的要求越来越高。目前运用的铸造机基本上能够分为二类:一类是国外进口的铸造机,如德国的金马机,别的一类是国产机。...
虽然运用重力铸造机出产铸件被应用在很多职业上,出产的铸件也备受好评,可是铸件偶尔还是会呈现缩料的状况。铸件产品缩短尺度就会不符,厂家们都会着急想防止这种状况。...

跟着汽车轻量化浪潮的推动,铝合金以其质轻的长处以及相同优异的强度功能,在汽车上的运用越来越多,而跟着电动汽车逐步替代燃油汽车,铝合金在汽车上的运用将只增不减...